


Titaani keevitamisest
Titaani keevitama asudes peab arvestama, et tegemist on reaktiivse metalliga – õhuhapnik ja lämmastik imenduvad titaani temperatuuridel üle 400 °C – selle tagajärjel muutub metall hapraks. Vaatamata sellele omadusele kasutatakse titaani laialdaselt erinevates tööstusharudes ja põhjuseks on materjali:
• väga hea korrosioonikindlus, eriti kloriidi sisaldavates keskkondades
• mehaaniliste omaduste säilimine kuni -196°C
• hea pikaajaline kuumakindlus ja oksüdeerumiskindlus kuni 600°C
• terasele vastav tugevus, kuid seejuures poole väiksema massiga
Titaani keevituseks on põhiliselt kasutatud kaitsegaasi keskkonnas kaarkeevitust (TIG, MIG ja plasma-TIG) ning muud protsessid (näiteks räbu all keevitus) on rohkem jäänud eksootiliseks oma raske hallatavuse tõttu.
Titaan on allotroopne ja omab olenevalt temperatuurist ja keemilisest koostisest kahte erinevat kristallilist vormi. Alla 880°C moodustub kuusnurkne alfafaas ning üle 880°C nelinurkne beetafaas. Mehaaniliste omaduste parandamiseks kasutatakse mitmesuguseid legeerivaid elemente, neist mõned stabiliseerivad alfafaasi ja teised soodustavad beetafaasi moodustumist. Alfafaasi teket soodustavad hapnik, süsinik, lämmastik ja alumiinium; beeta teket soodustavad kroom, molübdeen, nioobium, tina ja vanaadium. Nende elementide lisamise abil on võimalik toota nelja titaanisulamite perekonda, mis jagunevad mikrostruktuuri alusel kaubanduslikult puhtaks titaaniks, alfa- või peaaegu alfa-sulamiteks, alfa-beeta- ja beetasulamiteks. Kaubanduslikult puhtad ja legeerimata ASTM 1–4 ja 7 klassi sulamid sisaldavad väikeses koguses lisaaineid nagu hapnik, lämmastik ja süsinik, seda tavaliselt alla 0,2% ning nende mehaanilised omadused vastavad hea kvaliteediga süsinikterase omadustele. Enamikku neist sulamitest kasutatakse nende korrosioonikindluse tõttu.
Titaani keevitamiseks on saadaval lisamaterjalid täistraadi kujul vastavalt standardile
ISO 24034:2020 Welding consumables — Solid wire electrodes, solid wires and rods for fusion welding of titanium and titanium alloys — Classification.
Titaani keevitatavus on üldiselt väga hea. Erandiks on kõrge beeta ja alfa-beeta sulamid. Titaanisulamite keevitamise põhiprobleemiks on õhuatmosfäärist tulevata elementide elimineerimine. Keevismetalli ja külgneva HAZ tsooni mõjutamine hapniku ja lämmastikuga suurendab küll õmbluse tõmbetugevust ja kõvadust, kuid võib vähendada elastsust lubamatult madalale tasemele, nii et isegi mõõduka mehaanilise jõu rakendamisel võivad tekkida praod. Kõige suuremad ohud keevitamisel on hapnik ja lämmastik, mis satuvad kaitsegaasi keskkonda õhust või ebapuhtast kaitsegaasist endast ning samuti vesinik, mis võib sattuda õmblusesse tulenevalt metalli pinna niiskusest või muust ebapuhtusest.
Üldjuhul tähendab titaani keevisõmbluse ettevalmistamine hoolikat puhastamist, millele järgneb roostevabast terasest harjaga harjamine ja veel täiendav puhastamine. Tugevalt oksüdeerunud komponendid tuleb oksiidikihi eemaldamiseks söövitada lämmastik-vesinikfluoriidhappe segus. TIG-keevituse täitetraadi puhastamine peaks toimuma iseenesestmõistetavalt ja puhastatud traati peab käsitsema puhaste kinnastega; higised sõrmed võivad põhjustada lokaalset saastumist ja keevisõmbluse poorsust. Lisaaine traate tuleb ladustada ja hoida puhtas ja kuivas kohas ning kinnises pakendis. Keevitamise ajal reageerivad keevisõmbluse osad, mis puutuvad kokku üle 400°C temperatuuriga, hapniku ja lämmastikuga ning seetõttu tuleb neid kaitsta seni, kuni need on jahtunud alla kriitilise temperatuuri. Õnneks on titaani soojusjuhtivus madal ja mõjutatud ala suurus on tavaliselt piiratud. Tuleb tagada, et sula keevisvann oleks alati kaitsegaasi keskkonnas ja veel jahtuv keevis ja selle HAZ tsoon vajavad täiendavat kaitset – selleks saab kasutada täiendavaid sõelasid, mis on kinnitatud keevituspõleti taha (trail shield).

Samasugust gaasikaitset vajab ka keevisõmbluse juurekülg. Titaani keevitamise eripäraks on, et pinna värvimuutus annab hea ülevaate keevisõmbluse õnnestumisest. Seda kui puhas on olnud protsess ning õnnestunud gaasikaitse, on võimalik tuvastada värvikaardiga võrreldes. Täiuslikes kaitsegaasi tingimustes on keevisõmblus särav ja hõbedane. Värvimuutus HAZ-i välisservades ei ole üldiselt märkimisväärne ja seda võib ignoreerida.
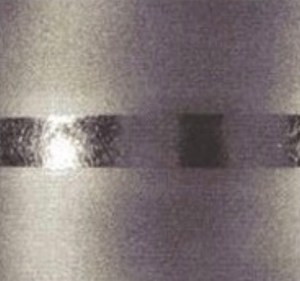
Oksüdeerumise suurenedes muutub värvus hõbedasest heledaks kollaseks, seejärel tekib tumedam riba, tumesinine, helesinine, hall ja lõpuks pulbervalge värvus.

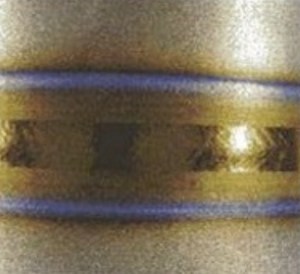
Heledad ja tumedad kollased värvid näitavad kerget oksüdeerumist, mis on tavaliselt vastuvõetav. Tumesinine tähistab suuremat atmosfääri mõju, mis võib olenevalt kasutustingimustest olla vastuvõetav.

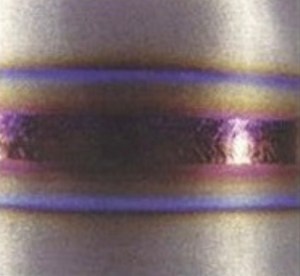
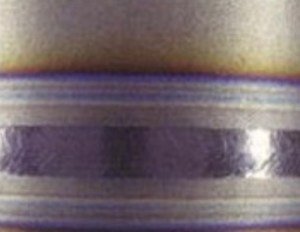
Helesinine, hall ja valge viitavad nii kõrgele oksüdeerumise tasemele, et neid peetakse vastuvõetamatuks. Mitme läbimiga keevisõmbluste puhul mõjutab oksüdeerumine ilmselgelt kõiki järgnevaid keevisõmblusi, nii et pinna välimus üksi ei ole usaldusväärne signaal selle kohta, kas vastuvõetamatut saastumist on toimunud või mitte.
Titaani keeviseid peale keevitamist ei harjata ega töödelda muul viisil. Peale keevitamist abrasiiviga või harjaga töödeldud õmblus ei ole aktsepteeritav.
Veel täiendavaid nõuandeid ja nõudmisi titaani keevitajale.
Puhtus on defektideta keevisõmbluste võti ja see tähendab, et mitte ainult komponenti ei pea eelnevalt põhjalikult puhastama, vaid ka täitetraati; keevisõmbluse ettevalmistamisel tuleb pinnad puhastada ja kasutama peab kõrgeima puhtusastmega kaitsegaasi. Gaasivoolikud tuleks hoida võimalikult lühikesed; enamik kasutatavaid plastmaterjale on poorsed ja lasevad niiskusel läbi vooliku seina imbuda; neopreen ja PVC on halvimad, teflon aga üks kõige vähem poorseid.
Tasub meeles pidada, et voolikusse võib teatud aja jooksul kondenseeruda niiskus, nii et poorsusprobleem, näiteks pärast nädalavahetust seisakut, võib viidata selle ilmnemisele. TIG täitetraadid tuleb vahetult enne kasutamist puhastada ebemevaba lapiga ja tõhusa rasvaeemaldusvahendiga (atsetoon). Pärast puhastamist ei tohi traati käsitseda paljaste kätega vaid kandes puhtaid kindaid.
Veel üks potentsiaalne saasteallikas, mida sageli tähelepanuta jäetakse, on õhktööriistade kasutamine traatharjamiseks või keevisõmbluste ettevalmistamiseks enne keevitamist. Enamik suruõhuliine sisaldab niiskust ja õli sedavõrd palju, et isegi õli- ja niiskuspüüdurite paigaldamisel võib keevitatavale pinnale jääda õhuke niiskus- ja/või õlikiht. Seega on soovitatav alati kasutada elektrilisi tööriistu.
Märkimisväärne kogus titaanisulamite keevitamist viiakse läbi ilma täitetraati kasutamata. Täitetraadi kasutamisel valitakse tavaliselt põhimetalli koostisega sobiv koostis. Keevitusparameetrid ja keevisõmbluse ettevalmistused on sarnased nendega, mida kasutatakse süsinikterase keevitamisel. Keevitaja seisukohalt on titaan kergemini keevitatav kui teras ning hea voolavusega, mis hõlbustab täieliku tungivusega juure moodustamist. TIG-keevitus on ilmselt kõige sagedamini kasutatav protsess nii käsitsi kui ka mehhaniseeritud rakendustes. Vool on alalisvool ja kaitsegaasina kõrge puhtusastmega argoon, kuigi tungimise parandamiseks võib kasutada heeliumi või Ar/He segusid. Põleti düüsid peaksid olema gaasikaitse parandamiseks varustatud sõelaga ja keraamiline gaasidüüs peaks olema võimalikult suure läbimõõduga. Kaare pikkus tuleb hoida võimalikult lühikesena, et vähendada oksüdeerumise ohtu; 1–1,5 korda suuremat elektroodi läbimõõtu peetakse heaks rusikareegliks. Kaare süütamiseks tuleks kasutada HF süütamist, et vältida õmbluse volframiga saastumist. Seadmed peavad suutma jätkata kaitsegaasi voolu ka pärast kaare kustutamist, et keevisõmblus saaks kaitsegaasi keskkonnas jahtuda. Samuti on soovitatav hoida täitetraadi ots gaasikilbi sees seni, kuni see on jahtunud piisavalt madalale temperatuurile.
Võib kasutada MIG-keevitust, kasutades argooni või argooni/heeliumi segusid, kuid see protsess ei taga sama kvaliteediga keevisõmblust, kui TIG-protsess ning on oluliselt keerulisem hallata. Lühikaares keevitamine võib põhjustada läbisulamise puudumist ja pihustavas kaares on vaja nii eesmist kui ka tagumist täiendavat gaasikaitset. Tänapäevasemad arenenud protsessorjuhtimisega sünergilised impulss MIG-vooluallikad on kõrvaldanud mõned neist probleemidest ja vähendanud oluliselt lõhet MIG ja TIG keevituse vahel. Siiski on poolautomaat protsessi kasutamine käsitsi keevitajale endiselt keeruline, kuna MIG-põleti käsitsemine täiendavate gaasisõeladega on keeruline.
Titaani käsitsemine ja ettevalmistamine: puhtus ennekõike.
Kui midagi käesolevast artiklist meelde jätta, siis see, et puhtus on titaani keevitamisel edu võti. Oluline on aru saada, et materjali ei tohiks puudutada paljaste kätega. Higi, rasv ja mustus saastavad materjali kriitiliselt. Kandke ettevalmistusprotsessi ajal nitriilkindaid (või muid ebemevabasid kindaid). Võimaluse korral tuleks töid teha spetsiaalselt selleks eraldatud ruumis, mis minimeerib teiste metallidega ristsaastumise riski. See hõlmab alumiiniumi, roostevaba terase ja muude sulamite tolmu. Ärge kasutage lõikemeetodeid, mis jätavad määrdunud pinna. Titaani lõikamiseks ja lihvimiseks kasutatavad tööriistad peaksid olema pühendatud titaanile. Hoidke eemale pehmetest lihvimistööriistadest, millest võib irduda abrasiivi osakesi – eelistage kõvasulam tööriistu. Ärge kasutage lihvkettaid ega roostevabast terasest harju, mida on kasutatud muude materjalide ettevalmistamiseks – see võib viia ristsaastumiseni.
Seega sõltub kvaliteet suuresti heast ettevalmistusest ning siinjuures tasub meeles pidada mõnda olulist näpunäidet:
• Ärge unustage enne keevitamist puhastada lisaaine traati ja selle otsa ära lõigata, et paljastada puhas titaan.
• Kontrollige, kas kaitsegaasi liinidel pole lekkeid või vigu, mis võivad võimaldada hapniku või niiskuse sattumist keevisõmblusesse.
• Laske 2-5 sekundit eelvoolu, et tagada liite korralik kaitse.
• Kasutage kõrgsagedussüütamist.
• Punktimised tuleks teha samadel tingimustel kui lõplik keevisõmblus – eranditeta.
• Hoidke lisaainetraat alati kaitsegaasi keskkonnas. Kui lõpetate keevitamise või lisametalli varras saastub, lõigake see ära ja alustage uuesti.
• Pärast lõpetamist laske kaitsegaasil voolata 20–25 sekundi jooksul, et kaitsta õmblust kuni see jahtub alla kriitilise läve.
• Pärast töö lõpetamist annab titaan õmblus teile värvi järgi teada, kas sooritatud on kvaliteetne keevisõmblus või mitte. Tavaliselt on vastuvõetavad värvid hõbedasest õlepruunini. Kui õmblus muutub siniseks, roheliseks, halliks ja lõpuks valgeks, on see vastuvõetamatu. Saastumise korral tuleb keevisliide täielikult välja lõigata ja alustada otsast peale – saastunud titaani keevisõmbluse parandamiseks pole kiiret lahendust.